
Induction Carbide Brazing
May 24th, 2022

Successful Carbide Brazing with Induction
Brazing is a successful and reliable way of joining carbides to steel. Tungsten Carbides (WC) are used in many applications, include cutting tools, punches, dies, and numerous other applications. Carbides provide superior wear resistance and extend the life of these various wear and cutting tools.
In this article, we will look at:
What are the factors that play a role in successfully brazing carbides?
What are some of the typical braze alloys used to braze carbides?
Tungsten carbide (WC), also referred to as cemented carbide, is a composite material manufactured by a process called powder metallurgy. Tungsten carbide powder mixes with a binder metal, usually cobalt or nickel, compacted in a die, and then sintered in a furnace. The term “cemented” refers to the tungsten carbide particles captured in the metallic binder material and “cemented” together. It forms a metallurgical bond between the tungsten carbide particles and the binder (WC – Co) in the sintering process. The cemented carbide industry commonly refers to this material as simply “carbide”, although the terms tungsten carbide and cemented carbide are used interchangeably. Carbide exhibits high compressive strength, resists deflection, and retains its hardness values at high temperatures. It provides long life in applications where other materials would not last or would fail prematurely[I].
Considerations for successfully brazing tungsten carbide
Two main issues to overcome when brazing cemented carbides include managing the stresses caused by differential expansion and contraction rates of parent materials and wetting of the carbide by the braze alloy.
During heating and cooling, the base parent metal will typically expand and contract at a higher rate than the carbide. Tungsten carbide has a thermal expansion rate of 1/3 to 1/2 that of steel. When the brazed assembly cools, residual stress may build within the carbide. Slow uniform carbide cooling avoids stressing and possible cracking. Quenching is not recommended as it can cause cracks in the carbides due to the rapid contraction of the base metal.

Braze alloy selection for brazing of carbides
Tungsten carbide is difficult to wet. Silver braze alloys with small additions of Nickel (Ni) typically braze carbides to steel. Both the carbide and steel must be clean so the molten braze alloy can wet the mating surfaces completely. Many users will grind the carbide surface to create a clean surface for brazing. Grinding also has the advantage of flattening the surface topography of the carbide which can aid with adhesion. Steel components, similarly, are degreased and cleaned, removing any residual grease, oil, dirt, or other surface contaminants. For more on brazing best practices please read this article, “The Steps for Brazing Success.”
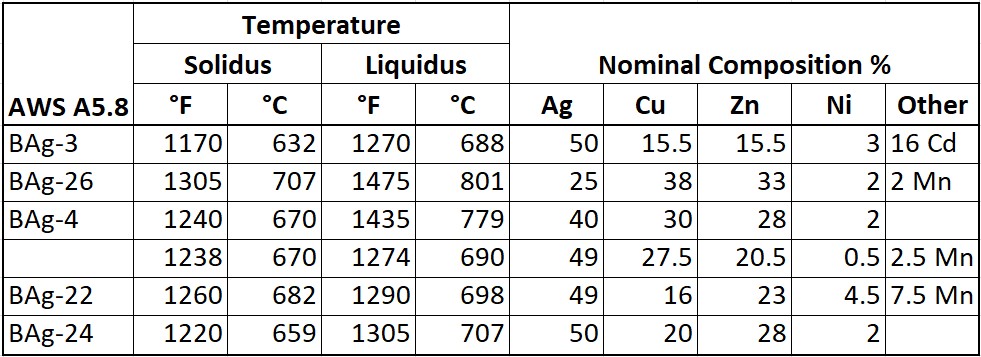
Commercially available silver braze alloys with small additions of nickel (Ni) and Manganese (Mn) will wet cemented carbide surfaces. These braze alloys typically exhibit good wetting of tungsten carbides. Select a brazing filler metal with the lowest possible brazing temperature to diminish the residual stresses within the joint. Table 1 highlights common silver brazing alloys used to braze carbides to steel.
Applications involving the brazing of large carbides often use a sandwich braze alloy. A sandwich alloy prevents cracking and warpage if users can’t utilize small carbides (1/2 inch2). These trimetals bond to both sides of a copper core with a braze filler. These alloys sell under tradenames such as Trimet®, trimetal, tri-foil, plymetal, and triply alloys.
Polycrystalline Diamond (PCD)
Although much of the discussion has been around brazing of tungsten carbide (WC), we would be amiss if we didn’t mention polycrystalline diamond or PCD. The brazing temperature for PCD keeps below 1382F (750C), avoiding degradation of the diamond. Often manufacturers of PCD tips to steel bodies will use a low temperature, high silver braze filler metal such as a BAg-24 braze alloy. Some manufacturers use a braze alloy without nickel or manganese, such as BAg-5, or BAg-7 braze alloy with lower melt temperatures and less wetting properties of the carbide and steel.
Brazing Flux
A brazing flux prevents the oxidation of the surfaces joined during the heating of the assembly. Both “white” and “black” flux is used with the common silver braze alloys. Black flux is typically recommended by braze and flux manufacturers as it has the addition of boron and is more effective at higher temperatures.
Induction brazing is a very adaptable process for joining carbide tips, particularly within a production environment. It has many advantages over other common heating methods. Reasons to consider using induction heat include:
- Quick, rapid heating
- Controlled, precise heat control
- Selective (localized) heat
- Production line adaptability and integration
- Improved fixture life and simplicity
- Repeatable, reliable brazed joints
- Improved safety
Radyne can design and build inductors (coils) as sizes and shapes change to efficiently heat parts. The inductor shape and the gap between the inductor and part control how the electromagnetic field couples with the part. The correct shape and size of the inductor coil are of critical importance to effectively and efficiently braze carbide to steel.


The typical steps to induction braze carbide are as follows:
- The appropriate flux applies to properly cleaned steel surfaces
- The braze filler metal, typically a metal shim, places into position
- Placement of the carbide tip into location and optionally fluxing and coating the carbide with flux
- Insert the assembly within the induction coil
- Heat and braze the assembly
- Allow the braze alloy to solidify.
- Slowly cool the carbide to minimize cracking of the carbide
Some manufacturers will hold the carbide in place with a non-conductive rod so the carbide remains in contact with steel. The brazed area heats uniformly. Some techniques operators use include heating the steel at a temperature below the melt point of the braze alloy. This allows the steel and carbide to heat uniformly.
The induction heating process
Radyne power supplies have the capability to store a part recipe. After creating a part profile, Radyne induction systems can store a “recipe” profile so that the same power and time are uniform each time. Generally, a recipe is a multi-step induction heating process. Most induction heating outcomes require very specific power ramp-ups, time-specific power saturations, intermittent cool downs, etc. In order to provide for all the versatility of your induction heating application, the VersaPower® Xtreme™ induction power supply allows for precise timing and power outputs. These “recipes” are password protected after establishing a brazing profile.
Optionally, an induction brazing system configures with a thermal control package. The Thermal Control Package allows Radyne power supplies to directly interface with a pyrometer to collect temperature data. The power supply can then use this data in real-time to adjust its power output and achieve a desired temperature and heat time.
The induction brazing system discussed thus far have been systems for brazing carbides in open air. Radyne can also provide systems to braze carbides in a controlled atmosphere. A controlled atmosphere brazing system utilizes an inert gas, potentially eliminating the need to flux components. The inert gas introduces an enclosed chamber and a continuous flow of gas displaces the oxygen and minimizes oxidation.
Induction Brazing Allows for a Better Component
Brazing of carbides differs from the brazing of similar and dissimilar metals. By paying close attention to good braze principles, coefficient of thermal expansion, proper braze alloy selection, and heating properly, strong, repeatable braze joints can be achieved with induction. Not all brazing applications are strong candidates for induction heating. In situations of low volume, high mix, or irregular shapes where fixturing or the coil design would be extremely complex, furnace brazing or torch brazing with experienced operators may be a more economical choice. However, Induction brazing allows for fast, controllable, precise, energy-efficient, repeatable braze joints for companies that embrace lean manufacturing.
As an induction heating industry leader, Radyne can help you navigate the challenges and advantages of induction brazing. For more information on solutions for induction heating and related processes, please contact us.
[i] The Designer’s Guide to Tungsten Carbide [Review of The Designer’s Guide to Tungsten Carbide]. https://Generalcarbide.com/; General Carbide Corp. https://www.generalcarbide.com/wp-content/uploads/2019/04/GeneralCarbide-Designers_Guide_TungstenCarbide.pdf
Trimet® is a registered trademark of Lucas-Milhaupt, Inc.
Recent Posts

The Benefits of Billet Heating with Induction
Faster and Safer Heating with Induction Heating billets to the …Read More »
Aluminum Induction Brazing Advantages
Before we discuss the advantages of induction brazing of aluminum …Read More »
The Steps for Brazing Success
What are the steps to ensure a good braze joint? …Read More »
Induction Hardening Process
Induction hardening is the heating process that increases the hardness …Read More »
Induction Brazing Success
Induction brazing can solve many problems caused by a flame torch …Read More »